4. ALEACIONES FÉRREAS. ACERO.
El metal más empleado hoy en día es el hierro, pues es abundante y tiene buenas propiedades.
Los metales férricos más importantes son:
- Hierro puro: Que apenas es utilizado.
- Acero: Es una aleación de hierro y carbono (que no es un metal), de modo que el porcentaje de carbono es de menos de un 1,7%
- Fundición: Es una aleación de hierro y carbono, de modo que el porcentaje de carbono está entre un 1,7% y un 6,7%.
La fundición es más dura que el acero, es decir, es más difícil de rayar.
La fundición es más resistente a la oxidación y al desgaste que el acero.
La fundición es muy frágil. Si se intenta deformar se fractura.
4.1. DIAGRAMA HIERRO - CARBONO
En el diagrama de fase de Hierro – Carbono se observan las formas alotrópicas del hierro sólido, BCC y FCC, a distintas temperaturas:

- Punto peritéctico(1492°C): Fase líquida(0.4%C) + Fe δ (0.08%C) —>Fe γ (0.18% C)
- Punto eutéctico(1130°C):Fase líquida(4.3%C) –>Austenita(1,76%C)+Fe3C (6.67%C)
- Punto eutectoide(723°C):Austenita(0.89%C)–> Ferrita (0.025%C) + Fe3C (6.67%C)
El carbono puede presentarse en tres formas distintas en las aleaciones Fe-C:
- En solución intersticial.
- Como carburo de hierro. Fe3C
- Como carbono libre o grafito.C
 |
Diagrama de fases Hierro – Carbono que muestra la relación entre equilibrios estables de Hierro – Grafito (líneas discontinuas) y las reacciones metaestables de Hierro – Cementita (líneas continuas). |
- Fe-Fe3C (metalestable): Este sistema está representado en el diagrama con líneas llenas gruesas y comprende aceros y fundiciones blancas, o sea, las aleaciones con el carbono ligado, sin carbono libre (grafito).
- Fe-C (estable): En el diagrama se representa con líneas punteadas; este sistema expone el esquema de formación de las estructuras en las fundiciones grises y atruchadas donde el carbono se encuentra total o parcialmente en estado libre (grafito).
Para estudiar las transformaciones que tienen lugar en aceros y fundiciones blancas se emplea el diagrama Fe-Fe3C, y para estudiar fundiciones grises, ambos diagramas (Fe-Fe3C y Fe-C).
Fases Del Diagrama Hierro Carbono
Fase Austenítica (0% hasta 1,76% C)
La austenita es el constituyente más denso de los aceros y está formado por una solución sólida por inserción de carbono en hierro gamma. La cantidad de carbono disuelto, varía de 0% a 1,76%, que es la máxima solubilidad de carbono en esta fase a temperaturas de 1130 °C. La austenita no es estable a la temperatura ambiente pero existen algunos aceros al cromo-níquel denominados austeníticos cuya estructura es austenita a temperatura ambiente.
 |
Microestructura interna de la austenita: a) Estructura típica de la austenita (FCC), b) Micrografía interna de la fase austenítica. |
La austenita presenta las siguientes características:
- Baja temperatura de fusión.
- Buena tenacidad.
- Excelente soldabilidad.
- No es magnética.
Fase Ferrítica
Ferrita alfa α (0% hasta 0,025%C)
Es el nombre dado a la solución sólida α. Su estructura cristalina es BCC con una distancia interatómica de 2.86 Å. Prácticamente no disuelve en carbono, se obtiene un acero con bajo porcentaje de carbono.
La máxima solubilidad es 0,025% C a 723 °C, y disuelve sólo 0,008% de C a temperatura ambiente. |
Microestructura interna de la ferrita. |
Ferrita delta δ (0% hasta 0,08%C)
Se inicia a los 1400 ºC y presenta una reducción en la distancia interatómica que la hace retornar a una estructura cristalina BCC. Su máxima solubilidad de carbono es 0.08% a 1492 ºC. Las características de la ferrita δ son:
- Muy blanda.
- Estructura cristalina BCC
- Es magnética.
- Muy poca posibilidad de disolución del carbono.
No posee una importancia industrial relevante. A partir de 1538 ºC se inicia la fusión del Fe puro.
La ferrita δ es como la ferrita α, sólo se diferencian en el tramo de temperaturas en el cual existen.
Se forma cementita (Fe3C) cuando se excede el límite de solubilidad del carbono en ferrita α por debajo de 723°C (la composición está comprendida en la región de fases α+Fe3C). La cementita, desde el punto de vista mecánico, es dura y frágil, y su presencia aumenta considerablemente la resistencia de algunos aceros.
La cementita se presenta de forma oscura al ser observada al microscopio. La cementita es sólo metaestable; esto es, permanece como compuesto a temperatura ambiente indefinidamente. Pero si se calienta entre 650 y 700°C, cambia gradualmente o se transforma en hierro α y carbono, en forma de grafito, que permanece al enfriar hasta temperatura ambiente. Es decir, el diagrama de fases no está verdaderamente en equilibrio porque la cementita no es un compuesto estable. Sin embargo, teniendo en cuenta que la velocidad de descomposición de la cementita es extraordinariamente lenta, en la práctica todo el carbono del acero aparece como Fe3C en lugar de grafito y el diagrama de fases hierro-carburo de hierro es, en la práctica, válido.
 |
Microestructura interna de la cementita. Las zonas oscuras corresponde a cementita que es el mayor constituyente en la fundición blanca, las zonas claras corresponden a perlita. |
La cementita posee las siguientes propiedades:
- Alta dureza.
- Muy frágil.
- Alta resistencia al desgaste.
La ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se encuentra en las aleaciones Fe-C cuando el porcentaje de carbono en hierro aleado es superior al 25%, es decir, un contenido total de 1.76% de carbono.
La ledeburita se forma al enfriar una fundición líquida de carbono (de composición alrededor del 4.3% de C) desde 1130 ºC, siendo estable hasta 723 ºC, descomponiéndose a partir de esta temperatura en ferrita y cementita. Está formada por 52% de cementita y 48% de austenita. La ledeburita no existe a temperatura ambiente en las fundiciones ordinarias debido a que en el enfriamiento se transforma en cementita y perlita; sin embargo en las fundiciones se puede conocer las zonas donde existió la ledeburita por el aspecto eutéctico con que quedan las agrupaciones de perlita y cementita.
 |
Microestructura interna de la ledeburita. |
Fase Perlita
Es la mezcla eutectoide que contiene 0,89 % de C y se forma a 723°C a un enfriamiento muy lento. Es una mezcla muy fina, tipo placa o laminar de ferrita y cementita. Se le da este nombre porque tiene la apariencia de una perla al observarse microscópica-mente a pocos aumentos.
Cuando esta estructura laminar es muy fina (las láminas son muy delgadas) la perlita se ve al microscopio óptico como negra. Sin embargo ambas fases, ferrita y cementita en condiciones normales de ataque son blancas. El color oscuro o negro lo producen el gran número de límites de grano existentes entre la matriz ferrítica y las láminas de cementita. Se comprende que cuanto más anchas sean las láminas (se habla entonces de perlita abierta o basta) la tonalidad se irá aclarando hasta poder distinguirse las distintas láminas, no por ello la perlita pierde su carácter de microconstituyente.
Hay dos tipos de perlita:
- Perlita fina: dura y resistente.
- Perlita gruesa: menos dura y más dúctil.
La perlita gruesa es más dúctil que la perlita fina a consecuencia de la mayor restricción de la perlita fina a la deformación plástica. Mecánicamente las perlitas tienen las propiedades intermedias entre la blanda y dúctil ferrita y la dura y quebradiza cementita.
 |
Micro-estructura interna de la perlita.Fase Grafito
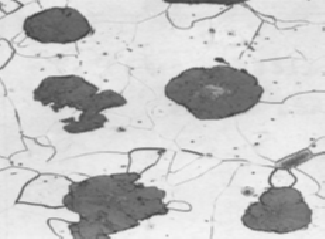
Cuando las aleaciones hierro carbono, exceden el 1,76% de carbono se tiende a formar grafito, en la matriz de la aleación. Es especialmente cierto en la fundición gris, donde el grafito aparece en forma de escamas y es una característica predominante de la microestructura. En la Figura se observa la forma típica del grafito, que muestra la formación de este, con un aspecto de esferas.
 |
4.2. ACEROS
El acero – el metal más utilizado en nuestro siglo y el que en mayor grado ha posibilitado el desarrollo actual -, desde un punto de vista químico, es una aleación o mezcla de dos elementos, hierro y carbono; con una composición de éste último en un intervalo de 0,008% – 1,76%. El hecho de que estos dos elementos abunden en la Naturaleza ha posibilitado su fabricación (vídeo ) en cantidades industriales.
Aunque el hierro es su componente predominante, el acero se distingue del hierro común o fundición por su templabilidad, esto es, calentando un acero a cierta temperatura y enfriado rápidamente, por ejemplo en agua, las características del metal cambian, volviéndose en este caso más duro y frágil. Cómo se obtiene acero… (Resumen del vídeo)
El proceso de obtención del acero es un proceso siderúrgico que consta de varios pasos.
1. Extraer de la mina el mineral de hierro
2. Se Lava y tritura el mineral para separar la mena de la ganga. La mena se aprovechará y la ganga se desecha.
3. Se mezcla la mena de hierro con carbón de coque y caliza y se introduce en el llamado alto horno a una temperatura de 1500 ºC. El carbón de coque hace de combustible y la caliza ayuda a fundir la mezcla. El alto horno mide más de 30 m de altura.
4. Del fondo del alto horno se obtiene un material líquido llamado arrabio, el cual tiene mucho hierro. Aparte del arrabio sale otra sustancia que se desecha, llamada escoria.
El arrabio tiene un alto contenido en carbono que hay que eliminar. Esto se hace en unos recipientes llamados convertidores.
5. En los convertidores se introduce el arrabio y se inyecta oxígeno, para salir acero y más escoria que se desecha.
Esquema resumen de obtención del hierro Alto Horno:
Entra mena de hierro + caliza + carbón de coque
Sale: escoria y arrabio
En el convertidor Entra: arrabio + oxígeno
Sale: Acero + escoria
TIPOS:
Acero Eutectoide
Son aquellos en los que la fase austenítica sólida tiene composición del eutectoide 0.77 %. Inicialmente la microestructura de la fase γ es muy sencilla con granos orientados al azar. Al enfriar se desarrollan las dos fases sólidas Fe-α y cementita. Esta transformación de fases necesita la discusión del carbono ya que las tres fases tienen composiciones diferentes. Para cada grano de austenita se forman dos fases con láminas de ferrita y otras de cementita y relación de fases de 9:1, respectivamente. Las orientaciones entre grano son al azar. Esta microestructura de ferrita y cementita se conoce como perlita, y el nombre deriva de la apariencia de madreperla bajo el microscopio.
Características mecánicas del acero eutectoide (perlitas), tienen propiedades intermedias entre:
- la blanda y dúctil ferrita
- la dura y quebradiza cementita.

Acero hipoeutectoide
Se denomina acero hipoeutectoide a las aleaciones entre 0,008% y 0,89% de carbono según el diagrama hierro-carbono. El acero hipoeutectoide está formado por una mezcla de ferrita más perlita.
Se denomina acero hipoeutectoide a las aleaciones entre 0,008% y 0,89% de carbono según el diagrama hierro-carbono. El acero hipoeutectoide está formado por una mezcla de ferrita más perlita.
Presentan una fase austenítica sólida a una composición inferior a 0.89% C con granos orientados al azar.
 |
Representación microestructural, esquemática y analítica del acero hipoeutectoide.
|
- Al carbono y también aleados.
- Son plásticos y poseen buena resistencia mecánica.
- Bajo carbono hasta 0.2 % C, medio carbono 0.2%-0.5% C y alto carbono 0.5 %C.
Acero hipereutectoide
Se denomina acero hipereutectoide a aquellos aceros que en su composición y de acuerdo con el diagrama hierro-carbono tienen un porcentaje de carbono entre 0,89% y 1,76%. Su constituyente principal es la cementita (Carburo de hierro (Fe3C)). Es un material duro y de difícil mecanización.


Si una muestra de acero al carbono simple con 1.2% C (acero hipereutectoide) es calentada a casi 950°C y se mantiene así el suficiente tiempo, toda su estructura llegará a estar formada esencialmente por austenita (punto a de la figura a)). Después, si ese acero se enfría muy lentamente hasta la temperatura b de la figura a) , la cementita proeutectoide empezará a nuclearse y crecerá principalmente en los límites del grano de la austenita. Si se sigue enfriando lentamente hasta llegar al punto c de la figura a) , el cual se encuentra apenas arriba de los 723°C, se producirá más cementita proeutectoide lo que sucederá en las fronteras de grano de la austenita. Si las condiciones próximas al equilibrio se mantienen mediante enfriamiento lento, el contenido general de carbono de la austenita restante en la aleación cambiará de 1.2% a 0.89%.
Los aceros hipereutectoides presentan las siguientes características:
- Generalmente aleados.
- Muy alta resistencia mecánica.
- Mayor módulo de Young, muy elásticos.
- Alta resistencia mecánica y muy alta dureza.
Clasificación De Los Aceros
Existe una gran variedad en la forma de identificar y clasificar a los aceros. Sin embargo, la mayoría de los aceros utilizados industrialmente presentan una designación normalizada expresada por medio de cifras, letras y signos. Hay dos tipos de designaciones para cada tipo de material, una simbólica y otra numérica.
La alta variedad de aceros ha hecho surgir una alta gama de normativa que puede cambiar de un país a otro algunas de estas son:
- ANSI – (American National Standards Institute)
- ACI – (American National Standards Institute)
- AWS – (American Welding Society)
- ASME – (American Society of Mechanical Engineers)
- CENIM – (Centro Nacional de Investigaciones Metalúrgicas)
La Norma AISI-SAE
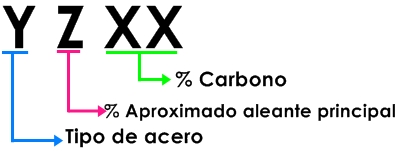
AISI es el acrónimo en inglés de American Iron and Steel Institute (Instituto americano del hierro y el acero), mientras que SAE es el acrónimo en inglés de Society of Automotive Engineers (Sociedad de Ingenieros Automotores) esta utiliza un esquema general para realizar la clasificación de los aceros de 4 dígitos (Y Z XX).
También pueden incluir un prefijo mediante letras para indicar el tipo de proceso de manufactura.
XX: Nos indica el porcentaje (%) contenido de carbono multiplicado por 100
Z: Para aceros de aleación simple indica el porcentaje aproximado del elemento predominante de aleación.
Y: Nos indica el tipo de acero o de la aleación y puede tomar valores de 1 a 8 para designar tipo de aceros o aleación a continuación veremos según el número que significa.
Y=1: aceros al Carbono (corriente u ordinario);
Y=2: aceros al Níquel;
Y=3: aceros al Níquel-Cromo;
Y=4: aceros al Molibdeno, Cr-Mo, Ni-Mo, Ni-Cr-Mo;
Y=5: aceros al Cromo;
Y=6: aceros al Cromo-Vanadio;
Y=7: esta numeración indica que son aceros resistentes al calor, pero estos no se fabrican habitualmente.
Y=8: al Ni-Cr-Mo;
Esquema General Clasificación aceros:
Ejemplos de aplicación para la correcta interpretación de la norma AISI- SAE:
Los diferentes tipos de acero se pueden también clasificar de acuerdo a los elementos de aleación que producen distintos efectos en el Acero:
 |
Ejemplo de esquema para un acero 1020 |
 |
Ejemplo de esquema para un acero 3215 |
Aceros Al Carbono
Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas.
Aceros Aleados
Estos aceros contienen un proporción determinada de vanadio, molibdeno y otros elementos, además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Estos aceros de aleación se pueden subclasificar en:
- Aceros Estructurales
Es fundamentalmente una aleación de hierro (mínimo 98 %), con contenidos de carbono menores del 1 % y otras pequeñas cantidades de minerales como manganeso, para mejorar su resistencia. Y el fósforo, azufre, sílice y vanadio para mejorar su soldabilidad y resistencia a la intemperie. Es un material usado para la construcción de estructuras, de gran resistencia, producido a partir de materiales muy abundantes en la naturaleza. Entre sus ventajas está la gran resistencia a la tensión y compresión y el costo razonable.
A pesar de la susceptibilidad al fuego y a la intemperie es el material estructural más usado, por su abundancia, facilidad de ensamblaje y costo razonable.
A pesar de la susceptibilidad al fuego y a la intemperie es el material estructural más usado, por su abundancia, facilidad de ensamblaje y costo razonable.
La alta resistencia del acero por unidad de peso, permite estructuras relativamente livianas, lo cual es de gran importancia en la construcción de puentes, y edificios altos. Sus propiedades no se alteran con el tiempo, ni varían con la localización en los elementos estructurales.
Es el material que más se acerca a un comportamiento linealmente elástico, hasta alcanzar esfuerzos considerables. Permite soportar grandes deformaciones sin falla, alcanzando altos esfuerzos en tensión, ayudando a que las fallas sean evidentes. Tiene la capacidad de absorber grandes cantidades de energía en deformación (elástica e inelástica) y de unirse fácilmente con otros miembros (en perfiles se puede conectar fácilmente a través de remaches, tornillos o soldadura).
La resistencia del acero puede disminuir cuando se somete a un gran número de inversiones de carga o a cambios frecuentes de magnitud de esfuerzos a tensión (cargas pulsantes y alternativas).
- Aceros para herramientas.
Los aceros para herramientas se pueden clasificar como:
- Aceros al carbono: Para la fabricación de herramientas para los usos más diversos, se emplean aceros sin elementos de aleación con porcentajes de carbono variables de 0.50 a 1.40%. Para herramientas que deban tener gran tenacidad como martillos y picas; se emplean medios contenidos en carbono 0.50 a 0.70%. Para herramientas de corte como brocas, cuchillas, y limas; calidades intermedias de 0.70 a 1%.
- Aceros rápidos: La característica fundamental de estos aceros es conservar su filo en caliente, pudiéndose trabajar con las herramientas casi al rojo (Temperatura = 600ºC) sin disminuir su rendimiento. Algunas composiciones típicas de los aceros rápidos son: C = 0.75%, W = 18%, Cr = 4% y V = 1% ; otra C = 0.75%, W = 18%, Co = 4% y V = 1.25%.
- Aceros indeformables: reciben este nombre los aceros que en el temple no sufren casi deformaciones y con frecuencia después del temple y revenido quedan con dimensiones prácticamente idénticas a las que tenían antes del tratamiento. Esto se consigue empleando principalmente el cromo y el manganeso como elementos de aleación. Estos aceros templan con un simple enfriamiento al aire o en aceite. Composiciones típicas: C = 2% y Cr = 12%; C = 1% y Cr = 5% y otra C = 1% y Mn = 1%.
- Aceros al corte no rápidos: se agrupan varios aceros aleados, principalmente con cromo y wolframio, muy empleados para la fabricación de herramientas de corte que no deben trabajar en condiciones muy forzadas. Pueden considerarse como unas calidades intermedias entre los aceros rápidos y los aceros al carbono, y la mayoría de herramientas fabricadas con ellos suelen quedar con durezas comprendidas entre 60 y 66 Rockwell-C.
4.3. FUNDICIONES
Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 2 al 4%, del manganeso hasta 1%, bajo azufre y bajo fósforo. Se caracterizan por que se pueden vaciar del horno cubilote para obtener piezas de muy diferente tamaño y complejidad pero no pueden ser sometidas a deformación plástica, no son dúctiles ni maleables y poco soldables pero sí maquinables, relativamente duras y resistentes a la corrosión y al desgaste.

Las fundiciones tienen innumerables usos y sus ventajas más importantes son:
– Son más fáciles de maquinar que los aceros.
– Se pueden fabricar piezas de diferente tamaño y complejidad.
– En su fabricación no se necesitan equipos ni hornos muy costosos.
– Absorben las vibraciones mecánicas y actúan como autolubricantes.
– Son resistentes al choque térmico, a la corrosión y de buena resistencia al desgaste.
TRATAMIENTOS TÉRMICOS:

Según la temperatura que se alcanza en el calentamiento, y la velocidad del enfriamiento posterior, se clasifican en:
· recocido
· normalizado
· temple
· revenido
Casos especiales son:
- Tratamientos Isotérmicos
- Tratamientos Térmicos Superficiales
- Tratamientos Isotérmicos
- Tratamientos Térmicos Superficiales
Recocido
Se hace con enfriamiento lento, generalmente dentro del mismo horno de calentamiento.

Mediante este proceso se consigue:
- ablandar el acero para facilitar su trabajo.
- A temperatura algo superior se consigue homogeneizar la composición.
- También puede hacerse un recocido sin llegar a la temperatura crítica (subcrítico) con el propósito de eliminar las tensiones internas, que son tensiones elásticas remanentes del colado, trabajado en caliente, etcétera, y que si no se eliminan pueden provocar la ruptura de piezas aparentemente sanas.
- Tipos:
- Recocido de regeneración. Tiene por objeto afinar el grano de los aceros sobrecalentados.
- Recocido globular. Se realiza para lograr una más fácil deformación en frío.
- Recocido contra la acritud. Recuperamos las propiedades perdidas en la deformación en frío (acritud).
- Recocido de ablandamiento. Ablandamos piezas templadas con anterioridad para su mecanización.
- Recocido de estabilización. Elimina las tensiones de las piezas trabajadas en frío.
- Recocido isotérmico. Mejoramos la maquinabilidad de las piezas estampadas en caliente.
- Doble recocido. Para lograr una estructura mecanizable en aceros de alta aleación
Normalizado
Se enfría con una velocidad intermedia, el enfriamiento para normalizar se hace sacando la pieza del horno en que se ha calentado por encima de la temperatura crítica superior, y dejándola enfriar al aire (calmo o en movimiento), en montón o individualmente, según la velocidad deseada.
Con el normalizado se consigue:
Se enfría con una velocidad intermedia, el enfriamiento para normalizar se hace sacando la pieza del horno en que se ha calentado por encima de la temperatura crítica superior, y dejándola enfriar al aire (calmo o en movimiento), en montón o individualmente, según la velocidad deseada.
Con el normalizado se consigue:
- una mayor resistencia con poca disminución de la ductilidad, sin llegar al endurecimiento por temple.
Para comprenderlo es necesario conocer previamente que los metales se encuentran formados por cristales o granos metálicos, los que se agrandan cuando se someten a temperaturas elevadas durante prolongado tiempo, y que ese tamaño se mantiene si se enfría lentamente, en cambio se reduce o afina cuanto mayor es la velocidad de enfriamiento. Ocurre que cuando se forja un acero, por ejemplo, hay partes que se calientan más que otras y asimismo algunas enfrían más rápidamente que otras y en consecuencia la pieza presenta distintas zonas con granos de tamaño diferentes. Como este tamaño de grano tiene una gran influencia sobre las propiedades mecánicas (grano fino, mayor resistencia), es necesario normalizar el tamaño de grano, o sea llevar la pieza a una condición normal o uniforme. Regulando la velocidad de enfriamiento puede lograrse a voluntad el tamaño de grano más conveniente.
Temple
Teniendo el acero caliente en un horno a temperatura por encima de la crítica superior, procedemos a enfriar bruscamente con aceite.
En esta forma conseguimos una gran dureza en los aceros con contenidos de carbono superiores a 0,35%.

Teniendo el acero caliente en un horno a temperatura por encima de la crítica superior, procedemos a enfriar bruscamente con aceite.
En esta forma conseguimos una gran dureza en los aceros con contenidos de carbono superiores a 0,35%.

Cada acero, según su composición química, debe ser enfriado a una velocidad mínima necesaria para que en su estructura íntima se produzcan las transformaciones que originan la aparición de microconstituyentes duros, y a esta velocidad de enfriamiento se denomina velocidad crítica.
Luego del temple aumenta la dureza, resistencia, límite elástico y disminuye el alargamiento.
La severidad del temple puede ser graduada eligiendo un medio de enfriamiento conveniente, pudiendo usarse agua con aproximadamente 10% de sal, agua pura o aceite entre otros, y así mismo dependerá de la temperatura de dicho medio.
Revenido
Se procede a un calentamiento por debajo de la temperatura crítica; esta temperatura depende del tipo de acero y de la dureza final deseada, pues los productos duros de temple se modifican en este calentamiento.


Este proceso permite eliminar las tensiones como consecuencia de los cambios bruscos de temperaturas y de contracciones y dilataciones desiguales producidas por el temple.
Tratamientos Isotérmicos
Las transformaciones deseadas en las estructuras de los aceros se realizan en baños a temperatura constante y no con enfriamiento continuo como en los casos anteriores. Estos tratamientos se realizan mediante baños de sales o de plomo calentados a temperaturas adecuadas en los cuales se sumergen las piezas, previamente calentadas en horno por encima de la temperatura crítica superior, manteniéndolas allí un tiempo determinado, procediéndose luego a enfriar al aire.
La temperatura elegida para estos baños es clave para determinar si se logrará un recocido o un temple:
· a temperatura alta (650-800ºC) tenemos un recocido;
· a temperatura baja (200-300ºC) tenemos un temple.
Ventajas: El recocido isotérmico tiene la ventaja sobre el clásico de que permite ganar mucho tiempo, ya que el enfriamiento lento se suspende mucho antes. El temple evita las grietas que se producen en el temple clásico por el enfriamiento brusco. La aplicación más común es en la fabricación de alambres y se realiza con un baño de plomo a 600ºC.
Tratamientos Térmicos Superficiales
Hay algunos casos de piezas que deben poder soportar un gran desgaste superficial, además de absorber otros esfuerzos de flexión, torsión, etcétera, como en el caso de ejes largos y cigüeñales. Si fueran totalmente endurecidos aguantarían el desgaste pero no soportarían la flexión o la torsión y se romperían; en estos casos se hace un endurecimiento superficial manteniendo el núcleo blando, y para ello hay varios procedimientos:
- tratamiento superficial con calentamiento inductivo por corriente eléctrica de alta frecuencia. Al circular una corriente de alta frecuencia por la bobina (refrigerada interiormente con agua), que rodea a la pieza, se induce en la superficie de la misma una corriente que produce un intenso calentamiento por efecto Joule, llegándose a temperaturas por encima de la crítica necesaria; luego se enfría bruscamente y sólo se templa la parte calentada, o sea la superficie. En caso de ejes muy largos se aplica el procedimiento de temple progresivo; la pieza se desplaza pasando dentro de la bobina y enfriándose inmediatamente con un chorro de agua.
TRATAMIENTOS TERMOQUÍMICOS:





{kind=link}
No hay comentarios:
Publicar un comentario